- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Производи







Пластично соединување со двојна завртка барел
Пластичните шрафови со две завртки се широко користени за индустријата за мешање. Секоја година, EJS произведува голем обем на барел со двојна завртка од пластика за домашниот и светскиот пазар.
Испрати барање
Опис на производот
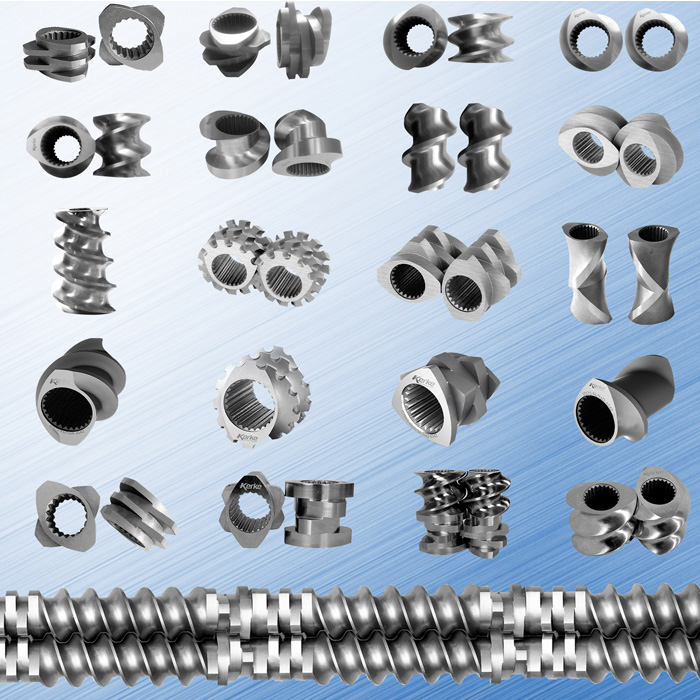
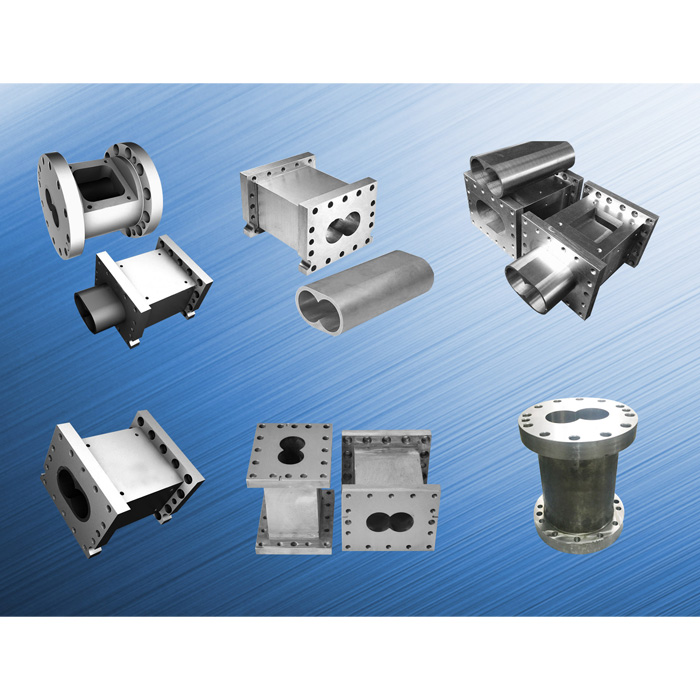
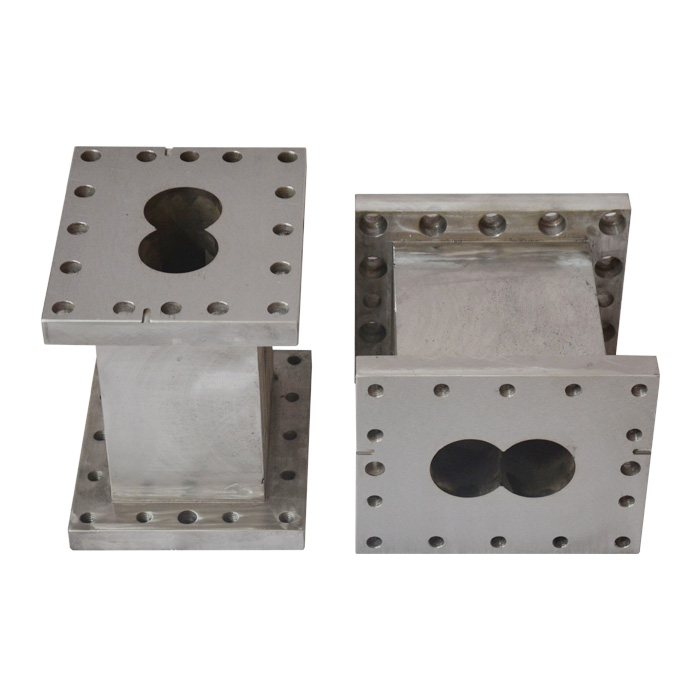
барел со двојна завртка од пластика
Пластичните шрафови со две завртки се широко користени за индустријата за мешање.
Секоја година, EJS произведува голем обем на барел со двојна завртка од пластика за домашниот и светскиот пазар.
EJS е професионален производител на паралелна цевка со две завртки со години, со клиенти на OEM производители на машини, како и крајни корисници.
Популарни Материјали што се користат за барел со двојни завртки со пластично мешање
38CrMoAlA (DIN1,8509)
W6Mo5Cr4V2
D2 (DIN 1,2379)
SKD61
SS316
SS304
Површинска обработка на барел со двојна завртка од пластика
Нитридирано цело тело
Биметална карбидна облога за двојни паралелни буриња
Биметалличен премаз од легура за двојни паралелни завртки
SKD61 поставата
За да дознаете повеќе за екструдерите за мешање, продолжете со читање:
( https://www.mddionline.com/news/mix-continuous-compounding-using-twin-screw-extruders)
Полимерните соединенија се користат за екстремно широк опсег на обликувани и екструдирани медицински компоненти и уреди. Таквите соединенија се составени од основна смола која е темелно измешана со други компоненти кои обезбедуваат специфични корисни својства поврзани со конкретниот краен производ - на пример, отпорност на удар, јасност или радиопропаст.
Екструдерите за соединување се користат за мешање на два или повеќе материјали во хомогена маса во континуиран процес. Ова се постигнува преку дистрибутивно и дисперзивно мешање на различните компоненти во соединението по потреба (слика 1). При дистрибутивно мешање, компонентите се рамномерно распоредени во просторот во рамномерен сооднос без да се разградуваат, додека дисперзивното мешање вклучува разградување на агломератите. Мешањето со висока дисперзија бара значителна енергија и смолкнување да бидат дел од процесот.
Екструдерите за соединување вршат голем број основни функции: хранење, топење, мешање, проветрување и развивање матрица и локализиран притисок. Различни типови на екструдери може да се користат за да се постигнат овие цели, вклучително и единечна завртка, двојна завртка што се вкрстува во спротивна насока, двојна завртка што се испреплетува, и двојна завртка што не се преплетува. Видот и физичката форма на полимерните материјали, својствата на сите адитиви или полнила и степенот на мешање што се бара ќе имаат влијание врз изборот на машината.
Уредите за мешање со два завртки првенствено се посветени на пренос на топлина и механичка енергија за да обезбедат мешање и различни функции за поддршка, со минимално внимание на пумпањето. Различни операции извршени преку овој тип на екструдер вклучуваат полимеризација на нови полимери, модифицирање на полимери преку реакции на калемење, девалатилизација, мешање на различни полимери и мешање на честички во пластика. Спротивно на тоа, екструдерите за пластифицирање со една завртка се дизајнирани да го минимизираат внесот на енергија и да ја максимизираат униформноста на пумпањето, и генерално се несоодветни за извршување на функции на мешање со висока дисперзија и енергетски интензивни.
За Е.Ј.С.
EJS Screw Barrels е новосоздадено име на бренд за извозен бизнис со производствени искуства од 1992 година.
Производител на буриња за завртки посветен на производство на приспособени буриња за завртки и дизајн на екструдерски завртки, буриња со завртки за вбризгување.

Биметални буриња за завртки
Почнавме да правиме биметалличен шраф барел на многу рана возраст, речиси во исто време кога се роди првото биметално буре во Кина. Сега имаме неколку типови за опции во зависност од различните апликации
|
Биметални буриња |
|||||
|
Тип на легура |
Легура EJS01 |
Легура EJS02 |
EJS03 легура |
Легура EJS04 |
|
|
Компоненти од легура |
Fe+Ni+Cr+B |
Ni+Cr+Co+B |
Ni+Cr+Co+V+B |
Ni+Wc+Cr+B |
|
|
Отпорност на носење |
★★★ |
★★ |
★★★ |
★★★★ |
|
|
Отпорност на корозија |
★★ |
★★★ |
★★★ |
★★★ |
|
|
Дебелина на легура |
2-3 мм |
1,5-2 мм |
1,5-2 мм |
1,5-2 мм |
|
|
Цврстина |
HRC 58-65 |
HRC 50-58 |
HRC 55-60 |
HRC 55-65 |
|
|
Температурен опсег |
≤400 |
≤450 |
≤450 |
≤600 |
|
|
Коефициент Термички |
RT~250℃ |
11,0х10-6 |
11,0х10-6 |
11,5х10-6 |
11,0х10-6 |
|
Проширување (/℃) |
RT~400℃ |
11,4х10-6 |
11,4х10-6 |
12,4х10-6 |
12x10-6 |
|
Опсег на работна должина |
700mm~3000mm/парче |
||||
|
Основен челик Многу користен |
40Cr: 42CrMo |
||||
|
Означете во списокот: ★★★★ Одлично; ★★★ Многу добро; ★★Добро |
|||||
|
Биметални завртки |
|||
|
Погоден за |
Единечна завртка, двојна паралелна завртка, двојна конусна завртка |
||
|
Тип на легура |
Ни60 |
КоИмоној 56 |
CoImonoy 83 |
|
Компоненти од легура |
Ni+Cr+Fe+Si |
Ni+Cr+Si+Fe |
Ni+Wc+Cr+C |
|
Ниво против носење |
★★★ |
★★★ |
★★★★ |
|
Ниво против корозија |
★★★★ |
★★★★ |
★★★★ |
|
Дебелина на легура |
1-1,5 мм |
1-1,5 мм |
1-1,5 мм |
|
Цврстина |
HRC 56-62 |
HRC 46~61 |
HRC 43-48 |
|
Применети стаклени влакна |
Под 10% |
|
|
|
Опсег на работна должина |
Секоја потребна должина |
||
|
Основен челик Многу користен |
38CrMoAI (1,8509), 34CrAINi7 (1,8550), 31CrMoV9 (1,8519) |
||
|
Означете во списокот: ★★★★ Одлично; ★★★ Многу добро; ★★Добро |
|||
Инспекција на квалитет
Квалитетот е многу важен чекор во текот на производството. За изработка на квалитетно завртувачко буре, треба да се исполнат сите толеранции и сите димензии да бидат точни и ставени во евиденција.
Ние обезбедуваме извештај од инспекција, сертификат за материјал за секоја од нашите испорачани буриња за завртки.
Пакување
Пакувањето е последниот, но многу важен чекор пред испораката. Силната и паметна кутија за пакување е исто така дел од нашиот квалитет. Не само што се користи за добро да ги заштити бурињата за завртки за време на транспортот, туку обезбедува лесен начин за отпакување на нашите клиенти.

Жешки тагови: Пластично соединување со две завртки барел, приспособено, Кина, Zhoushan, добавувачи, производители, фабрика, во залиха
Поврзана категорија
Конусна буре со двојна завртка
Паралелно буре со двојна завртка
Буре со завртки со екструдер
Буре со гумени завртки
Буре со завртки за вбризгување
Буре со завртки за обликување со дување
Буре со биметални завртки
Буре со завртки со нитрид
Делови за екструдер
Испрати барање
Ве молиме слободно дајте го вашето барање во формата подолу. Ќе ви одговориме за 24 часа.